简介:一、ABB机器人焊接时第七轴出工作范围 原因分析: ①直接原因是安全链断开造成机器人第七轴电机掉电,电极臂由于重力原因沿工具坐标的Z 向发生移动 ②根本原因机器人第七轴电机皮带松动 解决方法: 示教器ABB菜单下选择Jogging 选择外部轴; 摇动摇杆,使动……
原因分析: ①直接原因是安全链断开造成机器人第七轴电机掉电,电极臂由于重力原因沿工具坐标的Z 向发生移动
②根本原因机器人第七轴电机皮带松动
解决方法:
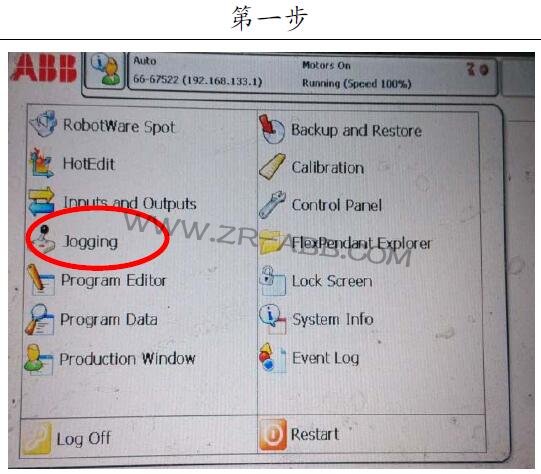
示教器ABB菜单下选择Jogging
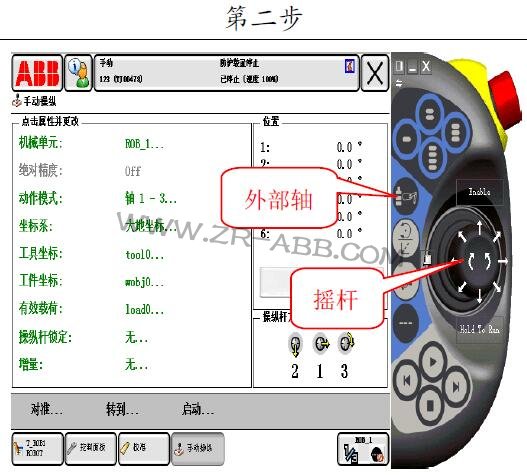
选择外部轴;
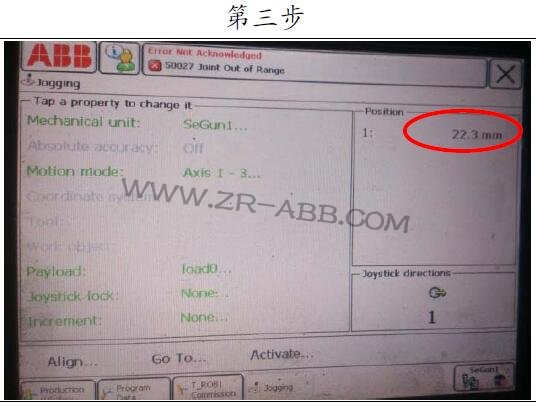
摇动摇杆,使动电极臂在伺服焊钳的工作范围之内;
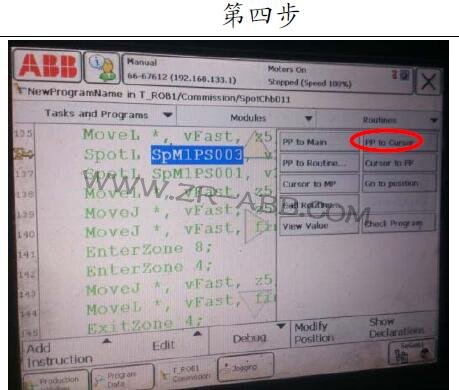
点击“PPto Cursor”,按下运行键,重新回到机器人的运动轨迹;
原因分析:①制件或电极头表面有异物
②制件板材间隙过大
③静电极与制件间隙过大
④两电极间压力过小,致使板材贴合不实
解决方法:①对制件以及两电极间进行擦拭,并进行焊接
②若制件间隙过大调整制件若仍不能焊接则跳过焊点进行人工焊接
三、涂胶泵换胶流程
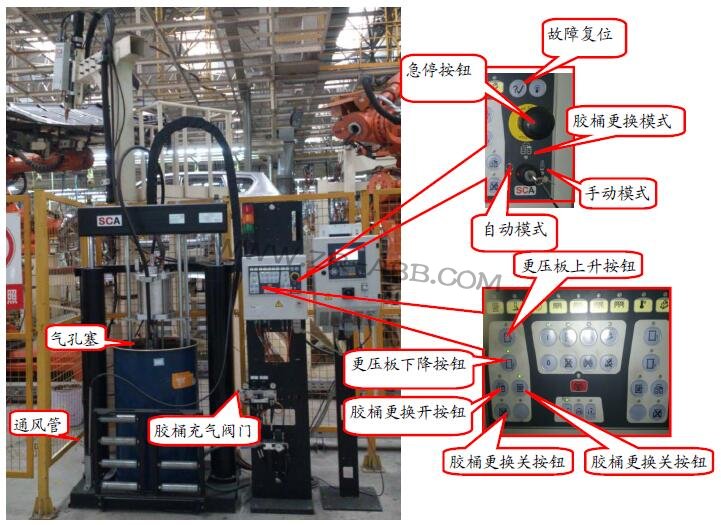
1.旋下跟压板上的气孔塞,旋入通风管至通风口并连接通风软管;
2.将钥匙开关置于“胶桶更换”位置,按压“胶桶更换开”,按住更压板上升,
同时用键按阀门给胶桶充气,将跟压板上升至极限位;
3.取出空胶桶;
4.旋下通风管清洁跟压板及其密封,用无硅油脂进行润滑跟压板、密封环及新胶桶内缘;
5.将新胶桶置于跟压板的中心位;
6.按住“跟压板下降”使跟压板进入桶中,检查通气孔,确保胶桶内空气可以自
由逸出,待通气孔内出现胶料时停止泵机下降操作;
7.将气孔塞旋入通气孔;
8.放置废胶容器至排胶发阀门的下面,降低泵机驱动压力,打开排胶阀门
9.按压“胶桶更换开关”运行泵机,待排胶阀门流出的胶料无空气后,关闭阀门
(至少四个冲程)
10.调节泵机驱动压力至正常值,将钥匙开关置于“自动”位,更换胶桶结束。
四、主线21#机器人焊钳内有黄油嘴

现象说明:21#机器人在焊接时报“Joint Collision”,并且时常炸点。
原因分析:21#机器人焊钳内黄油嘴脱落,造成动电极臂在动作过程中丝杠与黄油嘴互相卡滞,导致机器人焊时压力不足,报“Joint Collision”,并且时常炸点
文章来源,
工业机器人维修官网:www.zr-abb.com


 首页 > ABB机器人维修 >
首页 > ABB机器人维修 > 

