简介:ABB弧焊机器人在摩托车配件焊接领域的广泛应用,源于其对异形管件、薄壁结构的精准焊接控制能力。摩配产品如车架立管、链轮座、减震器连接端等,焊缝多处于复杂受力位置,不仅要求外观平整,更需保障接头抗疲劳强度,保护气的供给稳定性直接决定这些关键指标……
ABB弧焊机器人在摩托车配件焊接领域的广泛应用,源于其对异形管件、薄壁结构的精准焊接控制能力。摩配产品如车架立管、链轮座、减震器连接端等,焊缝多处于复杂受力位置,不仅要求外观平整,更需保障接头抗疲劳强度,保护气的供给稳定性直接决定这些关键指标。传统采用的恒流量供气方式,与摩配焊接中频繁的电流切换、姿态调整工况脱节,要么在小电流焊接时造成保护气过量排放,要么在大电流熔池扩张时出现保护不充分问题。WGFACS省气设备专为适配
ABB机器人的摩配焊接场景研发,通过实时追踪焊接动态参数调控气量,在守住焊接质量底线的同时实现40%-60%的节气率。
摩配焊接的工况特性对保护气供给提出了更高要求。摩托车车架、减震部件等焊接时,需频繁切换焊接电流和速度,薄壁件焊接电流小,熔池范围有限,固定流量下大量保护气未发挥作用即流失;厚壁接头焊接电流增大,熔池扩大,固定流量若未及时提升,易导致焊缝氧化出现气孔。
摩配焊接的起弧点密集,传统固定预送气时间会造成多次起弧的气体累积浪费;收弧后熔池冷却时间因工件厚度不同存在差异,固定滞后停气时间常导致薄壁件收弧时气体冗余。这些问题不仅增加保护气成本,还可能因流量波动影响摩配焊缝的抗疲劳性能,增加返工风险。
WGFACS省气设备能在摩配焊接中精准发挥作用,核心在于其与ABB机器人控制系统的深度协同设计,无需对原有焊接程序进行任何修改或二次开发,即可同步捕获焊接电流波形、电压变化等多维数据。这种无侵入式的数据采集方式,既保障了机器人原有控制逻辑的稳定性,又让省气设备能实时感知每一个焊接动作的细微变化,为气量的动态调节提供精准的数据支撑。
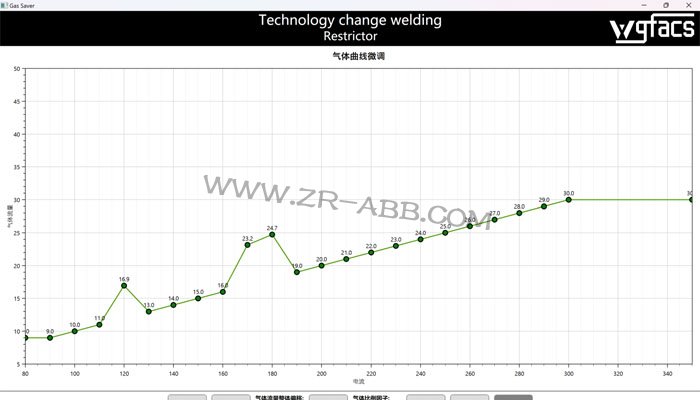
省气设备的智能控制算法针对摩配焊接场景优化,能快速处理捕获的参数。焊接过程中,算法根据电流变化判断熔池大小,电流升高时熔池扩大,设备自动提升保护气流量,确保保护范围覆盖熔池及热影响区;电流降低时熔池收缩,流量同步下调,避免多余气体消耗。这种动态调整模式完全适配摩配焊接的多参数切换需求。
针对摩配焊接起弧密集的特点,省气设备的预送气控制更为精准。起弧前,设备根据焊枪与工件的距离、工件厚度参数,自动设定最短预送气时间,仅用必要时间排出喷嘴内空气后,立即调整至当前工况所需流量;收弧时,通过电流衰减曲线判断熔池凝固进度,熔池完全凝固后瞬间切断供气,杜绝滞后浪费。
WGFACS省气设备在不同摩配关键部件焊接中,展现出针对性的适配能力。摩托车车架主焊缝焊接时,ABB机器人需从立管与下三星的对接焊,切换至车架与平叉连接座的搭接焊,电流骤降。省气设备通过电流变化率预判熔池收缩趋势,短时间下调气体流量,既避免小电流时气体浪费,又确保熔池全程处于有效保护中,单台机器人每月可减少保护气采购支出显著。
文章来源,
工业机器人维修官网:www.zr-abb.com


 首页 > 销售中心 > 节气装置 >
首页 > 销售中心 > 节气装置 >