简介:福尼斯焊机控制面板维修操作模式 注意:在一级设置菜单中查看相关参数的设置、改变及测试 2步操作模式 2步模式适用于: 定位焊 短焊缝 自动焊和机器人焊 4步操作模式 4步操作模式适合长焊缝焊接 焊铝特殊4步 适合焊接铝合金材料,铝合金的强导热率决定了其特……
福尼斯焊机控制面板维修操作模式
注意:在“一级设置菜单”中查看相关参数的设置、改变及测试
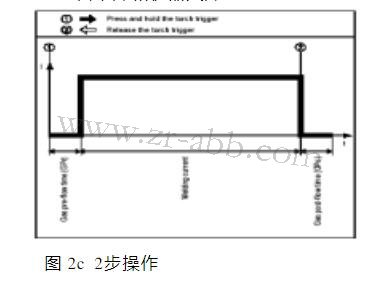
2步操作模式
“2步模式“适用于:
定位焊
短焊缝
自动焊和机器人焊
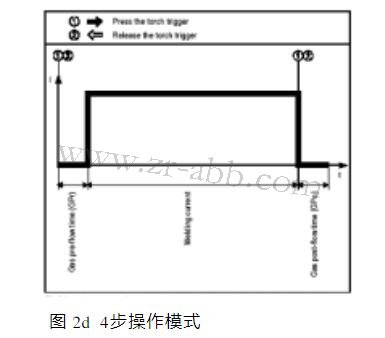
4步操作模式
“4步操作模式”适合长焊缝焊接
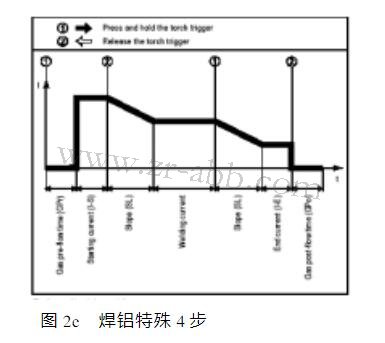
焊铝特殊4步
适合焊接铝合金材料,铝合金的强导热率决定了其特别的电流曲线图。
起弧电流(I-S):在焊接开始时很高的热量散发情况下,迅速加热母材电流衰减时间(SL):起弧电流持续下降,最后达到焊接电流值
焊接电流:均衡的将热量输入到预先加热的
电流衰减时间(SL):焊接电流持续下降,最后达到收弧电流值
收弧电流(I-E):有效防止焊接结束前由于热量的聚集引起的局部过热
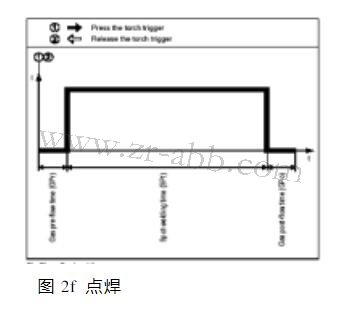
点焊
适合搭焊接头的焊接
操作要领
垂直握枪
按下再松开焊枪开关保持焊枪位置不变
滞后停气时间终止后,焊枪移开工件
注意:再次按下焊枪开关,即可中断焊枪操作。
文章来源,
工业机器人维修官网:www.zr-abb.com


 首页 > 焊机维修 > 福尼斯焊机维修 >
首页 > 焊机维修 > 福尼斯焊机维修 > 

