简介:Fronius福尼斯焊机控制面板布局非常简洁明了。各种焊接参数都可以通过合适的按键很容易地选择,并且可以轻松地: 旋钮调节(仅适用于Comfort控制面板)。 显示焊接过程参数变化。 由于有了一元化功能,您只要改动一个参数,其它所有参数都由焊机自动匹配。 S……
旋钮调节(仅适用于“Comfort"控制面板)。
显示焊接过程参数变化。
由于有了“一元化”功能,您只要改动一个参数,其它所有参数都由焊机自动匹配。
“Stantard”和“Comfort”控制面板之间存在着相当大的差异。如果是”“Stantard”控制面板的焊机,则仅能:实现普通的MI/MA;焊接,其功能不能进行扩展。且脉冲MI;/MAG焊接,特殊程序,JOB工作模式,Tl;焊,手工电弧焊,点焊以及以下功能不能更新升级.
注意:TS4000/5000使用“Standard”面板。如下功能不能实现:
旋钮调节功能(TS焊机的“焊接电流"和“弧长调整”等参数的调节必须通过送丝机上的旋钮才能实现)
脉冲MIG/MA;焊接、特殊程序(SP)、J)B任务存储、TI;焊和手工电弧焊。
用户自定义模式(Modcl/Modc2)。参数选择、“焊角”尺寸设置、J)Bn"工作任务号、焊接速度、熔滴过渡指示、弧长调整、电弧吹力调整。
用户自定义指示灯:11/l2/13
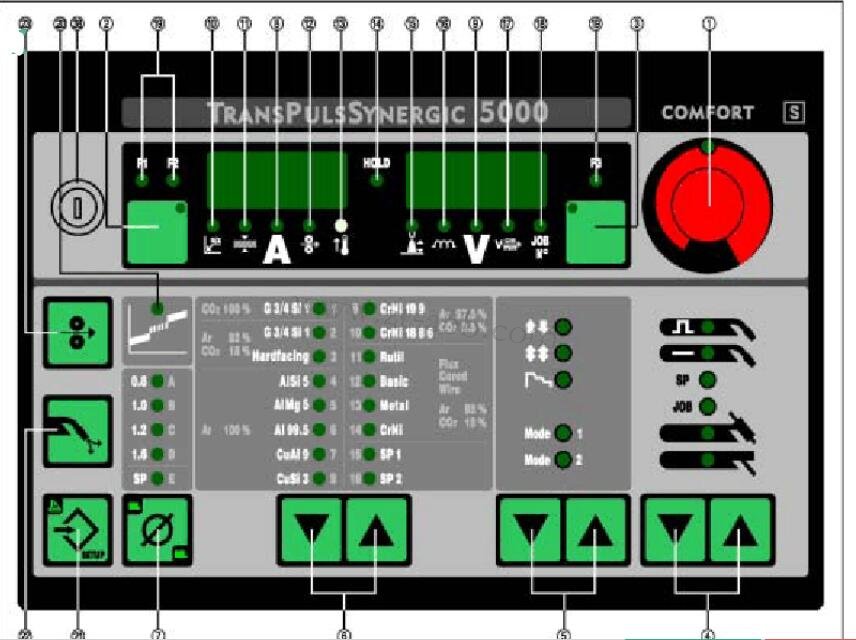
①、调节旋钮.用于调节各种参数。当调节旋扭指示灯亮才能调节参数。
Q、参数选择键.…用于选择以下参数
焊角尺寸
板厚电流
送丝速度
用户自定义指示lF1/2(预置送丝马达电流)一旦选定某个参数就可以用调节旋钮①来调整。
B、参数选择键.…用于选择以下参数
弧长
电感/电弧挺度
电压
焊接速度
4、焊接方法选择键.…焊接方法选择按钮
脉冲 MIG/MAG焊接m
普通MIG/MA(i焊接口
特殊方法(手动模式)
JOB模式(即调用预先存储焊接方法及规
范)
接触引弧的T1G焊=
手工电弧焊m
G、焊枪操作方式选择键
两步开关操作
四步开关操作
焊铝特殊四步开关操作
Modcl/Mode2(用户可加载特殊的焊枪开关
操作方式)
Modcl中现装有点焊程序
6、焊接材料选择键..…选择所用的焊接材料及相配的保护气体。模块SPl和SP2是为用户可能会增加特殊的焊接材料而预留的。
、焊丝直径选择键.….选择所用的焊丝直径。
参数SP1和SP2是为增加额外的焊丝直径而预留的。
B、焊接电流参数值.…显示焊接电流值。焊前,显示器显示设定电流值。在焊接过程中,显示实际焊接值
9、焊接电压参数值.…显示焊接电压。焊前,显示设定电压值。在焊接过程中,显示实际值
@、焊角“a”尺寸.…用于显示“a”和“z”的值。可以通过预设焊接速度自动计算出送丝速度,电流,电压。
注意:在选择“a”值之前必须先设定焊接速度键07(推荐手工操作速度为35厘米/分)o1、板厚参数…用于显示被焊工件板厚度(毫米),选定板厚后,焊机会自动设定焊接参数。
)、送丝速度..…用于显示送丝速度(米/分),选定后,其它焊接参数自动设定。
句、过热指示灯..灯亮表示电源过热(过载等)
4、11OLD指示灯...每次焊接操作结束,实际工作焊接电流,电压值会被保持在显示器中,这时“HOLD"灯亮。
①5、电弧长度..在+20%范围内调节相对弧长。
.弧长缩短
0.普通弧长+.弧长加长
①6、熔滴过渡/电弧推力调节.…不同的焊接方法代表着不同的功能
①5、电弧长度..在+20%范围内调节相对弧长。
.弧长缩短
0.普通弧长+.弧长加长
①6、熔滴过渡/电弧推力调节.…不同的焊接方法代表着不同的功能
工作任务号
用户自定义指示13参数一旦选定,可通过调节旋钮①来调整。
普通MIG/MA;焊.…用以调节熔滴过渡时短路瞬间的电磁收缩力。.更硬而稳定的电弧
0..自然电弧
+.软而低飞溅电弧
脉冲MI/MAG焊.…连续调节熔滴过渡推力
.更小的过渡力
0..一般过渡力
+.增强过渡力
手工焊.…在熔滴过渡瞬间,影响短路电流
0.软的、低飞溅弧
100..硬的、更稳定弧
7、焊接速度.…选择焊接速度,自动计算出送丝速度,焊接电流,电压。
9、工作任务序号…用于再次调用已存储参数,工作号是由“存储”键预先存入的。
用户自定义指示1112/13..显示预定义参数(l2预设了送丝马达电流检测功能)
中间电弧指示.…介于短路过渡和喷射过渡之间的电弧过渡焊接效果最差,当出现这种电弧过渡时指示灯会亮,这时应调整焊接参数。
1、设置存储键..…进入设置菜单或将设置好的参数编工作序号存入JOB状态注意:如同时按住设置/存储键21和材料键6,显示屏将显示软件版本号,再按存储键21退出。如按材料键6中的向上键,则显示焊接数据库的版本号。(如“0|029"=M0029)按住材料键6,持续1秒,则显示送丝机代号(A或B取决于配置双送丝机时送丝机的使用情况)和其软件版本号。(如:A1.510.23)
按存储键21退出
2)气体测试按键.…用于检测气体流量,按下此按键后,将有30秒钟的通气时间,再次按下此键则可在此通气时间之前结束通气。
注意:如同时按下存储键21和气体测试键22,则显示预设的预通气时间。(如:"GPrl0.1s”)
用调节旋钮1改变预通气时间如现在按下方法键4,则显示预设的滞后送气时间。
用调节旋钮1改变滞后送气时间按存储键21退出。
3、点动送丝按键..用于将焊丝送入焊枪当长按点动送丝按钮显示的信息,请参看内部菜单:
副标题为“程序参数”中的lidi参数注意:如同时按下存储键21和点动送丝键23,则显示预设的点动送丝速度。
用调节旋钮1可改变点动送丝速度。
按存储键1退出。
8)钥匙开关(适用于comfort 面板,可选件)当钥匙开关处于水平位置时,禁止运行下列功能:
用方法键4来选择焊接方法用模式键6来选择操作模式用材料键6来选择填充材料
用存储键41来进入设置菜单
文章来源,
工业机器人维修官网:www.zr-abb.com


 首页 > 焊机维修 > 福尼斯焊机维修 >
首页 > 焊机维修 > 福尼斯焊机维修 > 

