简介:一、 ABB程序结构说明: ABB机器人程序结构共三层,顺序依次为:程序任务程序模块例行程序 程序任务:包含程序的任务数量,多任务系统只应用于少数需求项目,本项目程序任务只有R_BOT1单任务。程序任务是程序结构中的最顶层。 程序模块:1个任务中可包含多个……
一、 ABB程序结构说明:
ABB机器人程序结构共三层,顺序依次为:程序任务→程序模块→例行程序
程序任务:包含程序的任务数量,多任务系统只应用于少数需求项目,本项目程序任务只有“R_BOT1”单任务。“程序任务”是程序结构中的最顶层。
程序模块:1个任务中可包含多个模块。一搬模块类型包含:主程序模块、系统模块、数据模块还有其它辅助功能模块等。
例行程序:用于存放与执行命令的地方,例行程序有三种类型:程序、功能、中断。程序为正常顺序执行或被调用执行的程序指令集、功能为功能性指令调用而被执行的程序指令集、中断为外部条件满足时被执行的指令集。
每个任务中必需包含1个主程序,主程序名称一般为“main”。
程序结构介面可在程序编辑器中如下图所示的三个铵钮中进行切换。
二、程序指针:
程序指针为程序中下一步即将被执行的指令前的箭头标志,也称作为“PP”。换言之PP所指示的指令为下一步要被执行的指令。调试程序时PP所指示的位置犹为重要。PP标志图形如下图:
黄色箭头所指示的99行为下一步被执行的指令。
三、关于程序运行的示教器实体按键:
1、程序连接执行键 2、程序停止执行键 3、往上执行1步 4、往下执行1步
四、“程序编辑器”下则菜单条功能说明:
1、“添加指令”可调出指令菜单,用于添加各种指令来完善程序功能
2、“编辑”包含“复制”、“剪切”、“粘贴”等编辑功能
3、“调试”用于移动程序指令位置和检查程序等
4、“修改位置”用于把当前机械位置更改保存于光标选中的“MOVE”指令内所包括的实质位置数据(对于带功能指令的MOVE指令无效,如添加了“Offs”功能的MOVE指令。
五、调试程序操作:
调试铵钮可在“程序编辑器”程序介面下的调试中找到。
1、把程序指针移至主程序的第一条指令
2、把程序指针移至当前被选中变蓝底白字的指令行
3、把程序指针移至当前模块中的某个例程程序
4、把光标移向程序指针
5、检查程序中是否存在错误
六、ABB机器人程序信号表:
输出 输入
DO10_1Robot_SafePos 安全位置DI10_1DCM_Auto压铸机自动
DO10_3EjectPWD 顶针顶出 DI10_2DoorOpen安全门开
DO10_4startDCM 启动合模DI10_3Dieopen开模位置
DO10_5cycleon 周期运转DI10_4DieClose合模位置
DO10_6RobotError错误输出DI10_5LsEjectFWD顶出到位
DO10_7qianmopenwu前模喷雾DI10_06jiting压铸机急停
DO10_8qianmochuiqi前模吹气DI10_8Check_1产品检测1
DO10_9houmopenwu后模喷雾DI10_9Check_2产品检测1
DO10_10tuichanpin产品推走DI10_10Check_3产品检测1
DO10_11houmochuiqi后模吹气DI10_11Check_4产品检测1
DO10_12jiazhua夹爪控制DI10_12DCMYaSheOk压射完成
DO10_13QianMoWater前模水路DI10_14start开始按键
DO10_14houmowater后模水路DI10_16stop停止按键
DO10_16jiting急停输出
七、ABB机器人程序说明:
1、模块:
Module1 模块,存放着主要执行的例行程序、程序数据。
2、例行程序:
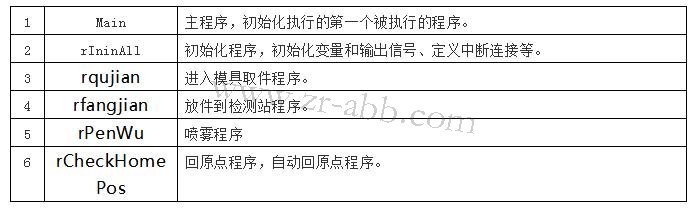
“MainModule”所包含的主要例行程序:
重要位置点:
程序中的关键点:
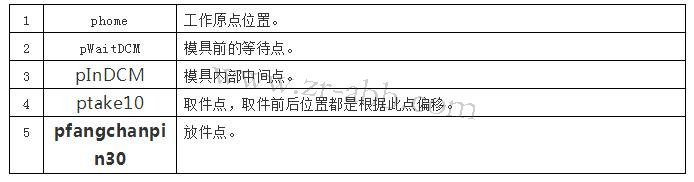
加粗字体所表示的点为更换模具时可能需要校正的位置点。
Offs为位置偏移功能指令,此类点为基于上述实际位置数据作偏移得出的临时点,程序中应用有大量以偏移为移动目标的移动指令,此类移动指令不能直接使用“修改位置按钮”来修改位置,而需更改指令内容,此功能指令格式如下:
格式例如:“MoveL Offs(pPathDCM,-900,0,0),v3000,fine,Mytool;”
意义:以“pPathDCM”为中心,以机器人的基坐标X轴负方向偏离900毫米,Y轴偏离0毫米,Z轴偏离0毫米。
注意:当依靠的中心点被改变后,Offs指令内的位置则自动更新,所以如无特殊情况则不需更改Offs内容。
4、程序解释:
PROC main()
rResetAll;初始化程序
rCheckHomePos;判断位置回原点程序
MoveJ phome,v200,fine,tool1;再次确认回到原点
WHILE TRUE DO
IF DI10_1DCM_Auto = 1 AND hemoguo = TRUE AND DI10_3DieOpen = 1 AND DI10_2DoorOpen = 1 THEN满足压铸机自动、压射过、门开、模具开所有条件
rqujian;取件程序
rfangjian;放件程序
IF DI10_9Check_1 = 1 AND DI10_9Check_2 = 1AND DI10_10Check_3 = 1 AND DI10_11Check_4 = 1 AND DI10_3Dieopen = 1 AND DI10_2DoorOpen = 1 THEN满足检测站传感器全部on并且门开、模具开
rPenWu;喷雾程序
PulseDO\High\PLength:=2, DO10_10tuichanpin;检测站产品推出
ELSE
PulseDO\High\PLength:=20,DO10_6RobotError;异常输出,驱动警报器
TPErase;清屏
TPWrite "chan pin jian ce bu dao";显示产品检测不到
Stop;停止
ENDIF
ENDIF
WaitTime 0.1;
ENDWHILE
ENDPROC
PROC rResetAll()
AccSet 100,100;限制加速度
VelSet 100, 7000;限制速度
SoftDeact;关闭软伺服
ConfJ\On;打开轴监控
ConfL\On;打开轴监控
Reset DO10_10tuichanpin;复位检测站产品推出信号
Reset DO10_16jiting;复位急停输出信号
Reset DO10_3EjectPWD;复位不顶出信号
Reset DO10_4StartDCM;复位合模信号
Reset DO10_6RobotError;复位异常输出信号
Reset DO10_7qianmopenwu;复位前模喷雾信号
Reset DO10_8qianmochuiqi;复位前模吹气信号
Reset DO10_9houmopenwu;复位后模喷雾信号
Reset DO10_11houmochuiqi;复位后模吹气信号
Reset DO10_12jiazhua;复位夹爪信号
Reset DO10_13QianMoWater;复位后模水路信号
Reset DO10_14houmowater;复位前模水路信号
PulseDO\High\PLength:=2, DO10_10tuichanpin;检测站产品推出
hemoguo := FALSE;合模过标志
IDelete intno1;压射过标识符中断
CONNECT intno1 WITH rCaiji;
ISignalDI DI10_12DCMYaSheOK,1,intno1;
IDelete intno2;压铸机切手动中断
CONNECT intno2 WITH rDCMshoudong;
ISignalDI DI10_1DCM_Auto,0,intno2;
IDelete intno3;停止按钮中断
CONNECT intno3 WITH rstop;
ISignalDI DI10_16stop, 0, intno3;
IDelete intno5;急停中断
CONNECT intno5 WITH rstop;
ISignalDI DI10_06jiting, 0, intno5;
ENDPROC
文章来源,
工业机器人维修官网:www.zr-abb.com


 首页 > ABB示教器维修 >
首页 > ABB示教器维修 > 

