МђНщЃКБрГЬгыВтЪд 1ЁЂГЬађЕФзщГЩЃК гІгУГЬађЪЧгЩШ§ИіВЛЭЌВПЗжзщГЩЃК 1. вЛИіжїГЬађЁЃ 2. МИИізгГЬађЃЈР§ааГЬађЃЉЁЃ 3. ГЬађЪ§ОнЁЃ Г§ДЫжЎЭтЃЌГЬађДЂДцЦїЛЙАќРЈЯЕЭГФЃПщЁЃUSERФЃПщгыBASEФЃПщдкЛњЦїШЫРфЦєЖЏКѓздЖЏЩњГЩЁЃ БрГЬДАПкЃК 1. File Open ДђПЊвЛИіЯжгаЮФМўЁЃЁЁ
ЁЁЁЁ
ЁЁЁЁБрГЬгыВтЪд
ЁЁЁЁ1ЁЂГЬађЕФзщГЩЃК
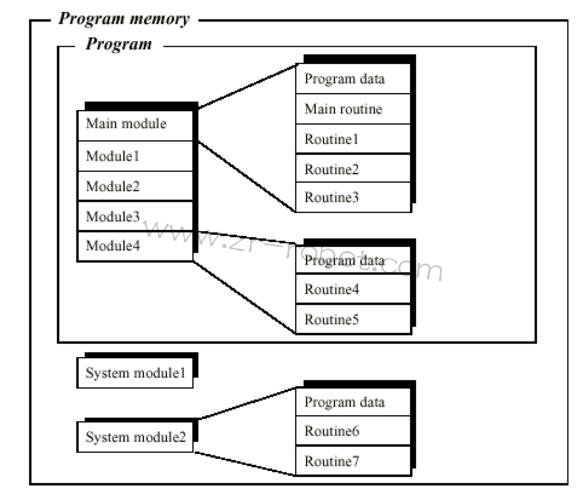
ЁЁЁЁгІгУГЬађЪЧгЩШ§ИіВЛЭЌВПЗжзщГЩЃК
ЁЁЁЁ1. вЛИіжїГЬађЁЃ
ЁЁЁЁ2. МИИізгГЬађЃЈР§ааГЬађЃЉЁЃ
ЁЁЁЁ3. ГЬађЪ§ОнЁЃ
ЁЁЁЁГ§ДЫжЎЭтЃЌГЬађДЂДцЦїЛЙАќРЈЯЕЭГФЃПщЁЃUSERФЃПщгыBASEФЃПщдкЛњЦїШЫРфЦєЖЏКѓздЖЏЩњГЩЁЃ
ЁЁЁЁБрГЬДАПкЃК
ЁЁЁЁ1. File
ЁЁЁЁOpen ДђПЊвЛИіЯжгаЮФМўЁЃ
ЁЁЁЁNew аТНЈвЛИіГЬађЁЃ
ЁЁЁЁSave program ДцДЂИќИФКѓЕФЯжгаГЬађЁЃ
ЁЁЁЁSave program as ДцДЂвЛИіаТГЬађЁЃ
ЁЁЁЁPrint ДђгЁГЬађЁЃ
ЁЁЁЁPrefence ЖЈвхгУЛЇЛЏжИСюМЏЁЃ
ЁЁЁЁCheck program МьбщГЬађЁЃЙтБъЛсЬсЪОЁЃ
ЁЁЁЁClose дкЙЄзїФкДцжаЙиБеГЬађЁЃ
ЁЁЁЁSave moduel ДцДЂИќИФКѓЕФЯжгаФЃПщЁЃдкModuelДАПкЃЉ
ЁЁЁЁSave moduel as ДцДЂвЛИіаТФЃПщЁЃЃЈдкModuelДАПкЃЉ
ЁЁЁЁДђПЊвЛИіЯжгаЮФМўЃК БрГЬДАПк/File/Open/ЛиГЕ/бЁдёЮФМў/OK/НјШыжИСюБрМДАПкЁЃ
ЁЁЁЁаТНЈвЛИіГЬађЃК
ЁЁЁЁБрГЬДАПк/File/New/ЛиГЕ/НјШыЮФМўБрМДАПкЃЌЪфШыЮФМўУћ/OK/НјШыжИСюБрМДАПкЁЃ
ЁЁЁЁEdit
ЁЁЁЁCut МєЧаЁЃзЂвтПЩФмЖЊЪЇжИСюЁЃ
ЁЁЁЁCopy ИДжЦЁЃ
ЁЁЁЁPaste еГЬљЃЌНЋМєЧаЛђИДжЦЕФжИСюеГЬљЁЃ
ЁЁЁЁGo to top НЋЙтБъвЦжСЖЅЖЫЁЃ
ЁЁЁЁGo to buttom НЋЙтБъвЦжСФЉЖЫЁЃ
ЁЁЁЁMark ЖЈвхвЛПщЃЌЭПКкВПЗжЁЃ
ЁЁЁЁChange seloctedаоИФжИСюЁЃПЩжБНгбЁЕНЮЛДђЛиГЕЁЃ
ЁЁЁЁShow value ЪфШыЪ§ОнЁЃПЩжБНгбЁЕНЮЛДђЛиГЕЁЃ
ЁЁЁЁModpos аоИФЛњЦїШЫЮЛжУЁЃЙІФмМќЩЯгаЁЃ
ЁЁЁЁSearch ...... бАевжИСюЃЌГЬађИДдгЪБКмгагУЁЃ
ЁЁЁЁЙІФмМќЃК
ЁЁЁЁCopyЁЂPasteЁЂModpos дкEditжаПЩвдевЕНЁЃ
ЁЁЁЁTest ЮЊБрГЬгыВтЪдЧаЛЛМќЁЃ
ЁЁЁЁIPLhideЗжЮЊIPL1гыIPL2ЁЃ
ЁЁЁЁIPL1ЮЊжИСюФПТМЁЃ
ЁЁЁЁIPL2жагаMost commt1ЁЂMost commt2ЁЂ
ЁЁЁЁMost commt3ЮЊгУЛЇЛЏЖЈвхжИСюЃЌдкFile PreferenceжаЖЈвхЁЃ
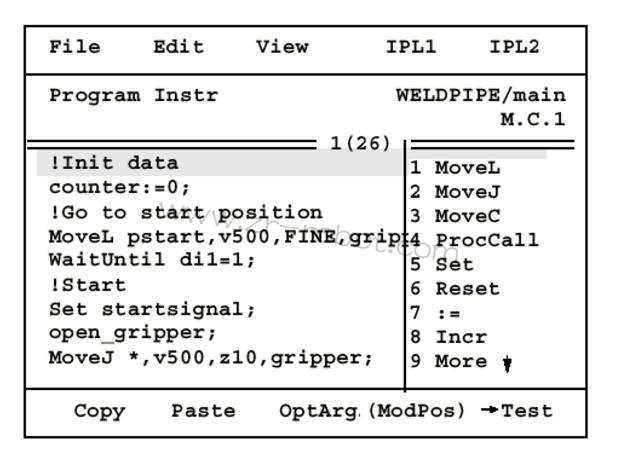
ЁЁЁЁЛљБОдЫЖЏжИСюЃК
ЁЁЁЁMoveL p1ЃЌv100ЃЌz10ЃЌtool1;
ЁЁЁЁMove L: ЯпаддЫЖЏЁЃЃЈLinearЃЉ
ЁЁЁЁMove JЃКЙиНкжсдЫЖЏЁЃЃЈJointЃЉ
ЁЁЁЁMove CЃКдВжмдЫЖЏЁЃЃЈCircularЃЉ
ЁЁЁЁp1: ФПБъЮЛжУЁЃ
ЁЁЁЁv100: ЙцЖЈдкЪ§ОнжаЕФЫйЖШЁЃ
ЁЁЁЁz10: ЙцЖЈдкзЊЭфЧјГпДчЁЃ
ЁЁЁЁtool1: ЙЄОпЁЃЃЈTCPЃЉ
ЁЁЁЁдкЙтБъжИдкДЫжИСюЪБЃЌДђЛиГЕЃЌдйАДOptArgМќЃЌПЩбЁдёВЮБфСПЁЃ
ЁЁЁЁЁВ \ Conc ЁГ
ЁЁЁЁазїдЫЖЏЁЃЛњЦїШЫЮДвЦЖЏжСФПБъЕуЃЌвбОПЊЪМжДааЯТвЛИіжИСюЁЃ
ЁЁЁЁЁВTo PointЁГ
ЁЁЁЁдкВЩгУаТжИСюЪБЃЌФПБъЕуздЖЏЩњГЩ*ЁЃ
ЁЁЁЁЁВ\VЁГ
ЁЁЁЁЖЈвхЫйЖШmm/sЁЃ
ЁЁЁЁЁВ\TЁГ
ЁЁЁЁЖЈвхЪБМфsЁЃВЛЙмЫйЖШжЛПМТЧЪБМфЁЃ
ЁЁЁЁЁВ\ZЁГ
ЁЁЁЁЖЈвхзЊЭфЧјГпДчmmЁЃ
ЁЁЁЁЁВ\WobjЁГ
ЁЁЁЁВЩгУЙЄМўЯЕзјБъЯЕЭГЁЃ
ЁЁЁЁЫйЖШбЁдёЃКmm/s
ЁЁЁЁНЋЙтБъвЦжСЫйЖШЪ§ОнДІЃЌЛиГЕЃЌНјШыДАПкЁЃбЁдёЫљашЫйЖШ.
ЁЁЁЁvmaxЫйЖШЮЊv5000,ПЩздЖЈвхЫйЖШЁЃ
ЁЁЁЁзюДѓПЩЖЈвхжСv7000ЃЌЕЋЛњЦїШЫЮДБиФмДяЕНЁЃ
ЁЁЁЁзЊЭфЧјГпДчбЁдёЃКmm
ЁЁЁЁНЋЙтБъвЦжСзЊЭфЧјГпДчЪ§ОнДІЃЌЛиГЕЃЌНјШыДАПкЁЃ
ЁЁЁЁбЁдёЫљашзЊЭфЧјГпДчЃЌПЩздЖЈвхЁЃ
ЁЁЁЁfineжИЛњЦїШЫTCPДяЕНФПБъЕуЃЌдкФПБъЕуЫйЖШНЕЮЊСуЁЃЛњЦїШЫЖЏзїгаЭЃЖйЃЌКИНгЪББиаыгУЁЃ
ЁЁЁЁzoneжИЛњЦїШЫTCPВЛДяЕНФПБъЕуЃЌЛњЦїШЫЖЏзїдВЛЌЁЂСїГЉЁЃ
ЁЁЁЁЮЊСЫОЋШЗШЗЖЈp1ЁЂp2ЁЂp3ЁЂp4ЕуЃЌПЩвдВЩгУКЏЪ§offsЃЌЗДРЁвЛИіВЮБфСПЁЃ
ЁЁЁЁoffs(pЃЌxЃЌyЃЌz)ДњБэвЛИіРыp1ЕуXжсЦЋВюСПЮЊxЃЌYжсЦЋВюСПЮЊyЃЌZжсЦЋВюСПЮЊzЕФЕуЁЃ
ЁЁЁЁНЋЙтБъвЦжСФПБъЕуЃЌЛиГЕЃЌбЁдёFuncЃЌВЩгУЧаЛЛМќбЁдёЫљгУКЏЪ§ЁЃ
ЁЁЁЁMoveC p1ЃЌp2ЃЌv100ЃЌz1ЃЌtool1;
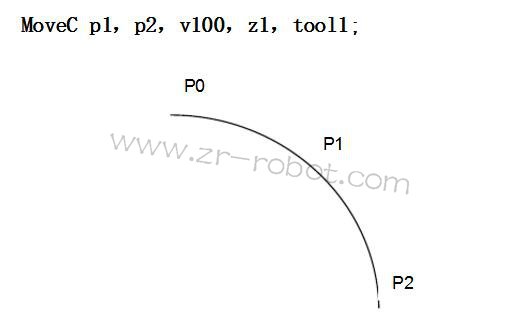
ЁЁЁЁЛвЛИіАыОЖЮЊ80mmЕФдВЃК

ЁЁЁЁMoveJ p0ЃЌv500ЃЌz1ЃЌtool1; MoveL offs(pЃЌ80ЃЌ0ЃЌ0)ЃЌv500ЃЌz1ЃЌtool1; MoveC offs(pЃЌ0ЃЌ80ЃЌ0)ЃЌoffs(pЃЌ-80ЃЌ0ЃЌ0)ЃЌv500ЃЌz1ЃЌtool1; MoveC offs(pЃЌ0ЃЌ-80ЃЌ0)ЃЌoffs(pЃЌ80ЃЌ0ЃЌ0)ЃЌv500ЃЌz1ЃЌtool1; MoveJ p0ЃЌv500ЃЌz1ЃЌtool1;
ЁЁЁЁЪфШыЪфГіШКжИСюЃК
ЁЁЁЁdoжИЛњЦїШЫЪфГіаХКХЁЃ
ЁЁЁЁdiжИЪфШыЛњЦїШЫаХКХЁЃ
ЁЁЁЁЪфШыЪфГіаХКХгаСНжжзДЬЌЃЌ1ЮЊНгЭЈЃЌ0ЮЊЖЯПЊЁЃ
ЁЁЁЁSet do1; НЋвЛИіЪфГіаХКХИГжЕЮЊ1ЁЃ
ЁЁЁЁReset do1; НЋвЛИіЪфГіаХКХИГжЕЮЊ0ЁЃ
ЁЁЁЁWait DI di1/maxtime:=5/Timeflag:=flag1;
ЁЁЁЁЕШД§ЪфШыаХКХDi1жЕЮЊ1ЃЌЕШД§ЪБМфЮЊ5УыЃЌ5УыФкЕУЕНЯргІаХКХдђжДааЯТвЛОфжИСюЃЌВЂНЋflag1жУЮЊflaseЁЃ ГЌЙ§5УыЮДЕУЕНЯргІаХКХдђНЋflag1жУЮЊtureЃЌВЛжДааЯТУцЕФжИСюЃЌВЂЯдЪОЯргІаХЯЂЁЃ
ЁЁЁЁзюДѓЕШД§ЪБМфЕЅЮЛЮЊУыЃЌзюДѓЕШД§ЪБМфЮЊЮхЗжжгЁЃ
ЁЁЁЁWait Until di=1;
ЁЁЁЁЕШД§вЛИіЪфШыаХКХжЕЮЊ1ЃЌВХжДааЯТвЛаажИСю
ЁЁЁЁЭЈаХжИСюЃЈШЫЛњЖдЛАЃЉЃК
ЁЁЁЁTP ERASE; ЧхЦСжИСюЁЃ
ЁЁЁЁTP WRITE ЪщаДжИСюЁЃ
ЁЁЁЁTP WRITE “ ABB ”; ЯдЪОABBЁЃ
ЁЁЁЁTP WRITE ABBЃЛ ЯдЪОЫљИГгкABBЕФжЕЁЃ
ЁЁЁЁTP Read num “reg1”;
ЁЁЁЁдкЪОНЬАхЩЯИГгшЛњЦїШЫБфСПЪ§ОнЁЃ
ЁЁЁЁWait Time 3;
ЁЁЁЁЕШД§вЛЖЯЪБМфЃЌдйжДааЯТвЛаажИСюЁЃЪБМфЕЅЮЛЮЊУыЁЃ
ЁЁЁЁЭЈаХжИСюЃЈШЫЛњЖдЛАЃЉЃК
ЁЁЁЁTP ERASE; ЧхЦСжИСюЁЃ
ЁЁЁЁTP WRITE ЪщаДжИСюЁЃ
ЁЁЁЁTP WRITE “ ABB ”; ЯдЪОABBЁЃ
ЁЁЁЁTP WRITE ABBЃЛ ЯдЪОЫљИГгкABBЕФжЕЁЃ
ЁЁЁЁTP Read num “reg1”; дкЪОНЬАхЩЯИГгшЛњЦїШЫБфСПЪ§ОнЁЃ
ЁЁЁЁWait Time 3;
ЁЁЁЁЕШД§вЛЖЯЪБМфЃЌдйжДааЯТвЛаажИСюЁЃЪБМфЕЅЮЛЮЊУыЁЃ
ЁЁЁЁГЬађСїГЬжИСюЃК
ЁЁЁЁIF ХаЖЯжДаажИСюЁЃ
ЁЁЁЁIF < exp > THEN ЗћКЯ<exp>ЬѕМўЃЌ
ЁЁЁЁ“ Yes-part ” жДаа“Yes-part” жИСюЁЃ
ЁЁЁЁENDIF
ЁЁЁЁIF < exp > THEN ЗћКЯ<exp>ЬѕМўЃЌ
ЁЁЁЁ“ Yes-part ” жДаа“Yes-part”жИСюЁЃ
ЁЁЁЁELSE ВЛЗћКЯ<exp>ЬѕМўЃЌ
ЁЁЁЁ“ Not-part ” жДаа“Not-part” жИСюЁЃ
ЁЁЁЁENDIF
ЁЁЁЁWHILE бЛЗжСВЛТњзуЬѕМўКѓЃЌжДаа END WHILE вдЯТжИСюЁЃ
ЁЁЁЁWHILE reg1< 5 DO бЛЗжСЗћКЯЬѕМўreg1> 5ЃЌ
ЁЁЁЁreg1:=reg1+1; ВХжДааENDWHILEКѓжИСюЁЃ
ЁЁЁЁENDWHILEгІ БмУтНјШыЫРбЛЗЁЃ
ЁЁЁЁЦфЫћГЃгУжИСюЃК
ЁЁЁЁ:= ИГжЕжИСюЁЃ
ЁЁЁЁABB := 5;
ЁЁЁЁABB := reg1+reg3;
ЁЁЁЁABB := “ WELCOME ”;
ЁЁЁЁProcCall; ЕїгУвЛИіР§ааГЬађжИСюЁЃ
ЮФеТРДдДЃЌ
ЙЄвЕЛњЦїШЫЮЌаоЙйЭјЃКwww.zr-abb.com

 ЛњЦїШЫзЪбЖ
ЛњЦїШЫзЪбЖ 80%ЦѓвЕУцСйЕЙБеЃЌЙЄвЕЛњЦїШЫВњФмбЯжиЙ§ЪЃ
80%ЦѓвЕУцСйЕЙБеЃЌЙЄвЕЛњЦїШЫВњФмбЯжиЙ§ЪЃ
 ЪзвГ > ABBЛњЦїШЫЮЌао >
ЪзвГ > ABBЛњЦїШЫЮЌао > 