简介:车厢顶盖是车辆车身核心覆盖构件,整体面积大、板材厚薄分布不均,边缘包边、主体拼接、加强筋贴合等多个部位都需要依托弧焊工艺完成成型焊接。……
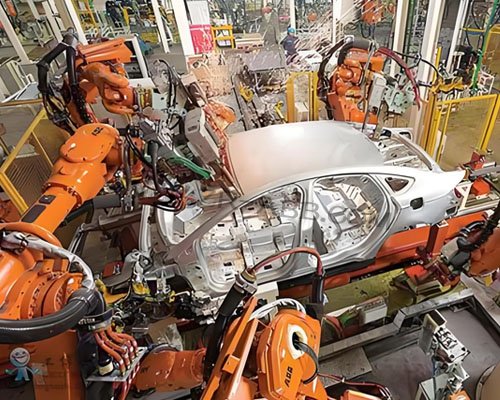
车厢顶盖是车辆车身核心覆盖构件,整体面积大、板材厚薄分布不均,边缘包边、主体拼接、加强筋贴合等多个部位都需要依托弧焊工艺完成成型焊接。这类大型覆盖件焊接对成型平整度、焊缝密封性、外观精致度有着较高标准,多数车企与专用车生产车间均采用ABB自动化
焊接机器人完成量产作业。设备稳定的轨迹控制与电弧适配能力,能够适配顶盖大面积长焊缝、密集短焊缝的复合施焊需求,保障批量工件的焊接一致性。保护气体作为弧焊作业的核心辅助介质,全程参与熔池防护工作,传统固定流量供气模式难以适配顶盖复杂多变的焊接工况,气体无效消耗长期居高不下,
WGFACS节气装置可针对性优化顶盖焊接的用气模式与生产能耗,适配车身顶盖焊接的复杂生产工况,节气率40%-60%。
车厢顶盖整体焊接工艺具备极强的工况多变性,不同施焊区域的热输入需求存在明显差异,直接决定保护气体的实际使用体量。顶盖主体厚板拼接位置,为保障焊缝结构强度与密封性,需要采用大电流参数完成熔透焊接,电弧热辐射范围广,高温熔池持续暴露时间更长。空气当中的杂质极易侵入熔池内部,引发焊接缺陷,需要充足的气体覆盖层持续防护,维持熔池成型稳定性。顶盖边缘薄板包边、细小加强筋焊接、边角补焊区域,板材厚度偏小,焊接电流参数大幅下调,熔池体积小且凝固速度快,无需大流量气体持续覆盖防护,WGFACS节气装置可依据这类工况差异做出针对性的供气调整。
恒定供气模式不仅造成资源浪费,还会干扰车厢顶盖精细区域的焊接品质,影响整车外观精度。顶盖属于外观覆盖件,焊缝平整度、无瑕疵度有着严苛验收标准,小电流精细施焊阶段,持续的过剩气流会冲击浅层熔融金属,打乱金属凝固节奏。焊道容易出现纹理杂乱、局部微凹、细微飞溅堆积等外观问题,单件工件的瑕疵点位增多,需要人工投入大量时间打磨修整。频繁的返修作业会拉长单件生产周期,破坏流水线量产节奏,不利于车身焊接工艺的精细化管控。
顶盖分段式焊接的作业模式,进一步放大了保护气体的空耗损耗。
ABB机器人完成单段长焊缝施焊后,需要自主调整机械臂姿态、切换焊接点位、适配工件曲面弧度,分段完成全覆盖焊接作业。工序切换的空档时段,电弧完全熄灭,作业区域不存在高温熔池,保护气体不再具备防护作用。传统气路系统无法识别工况变化,全程保持不间断通气状态,高频次的工序切换会产生大量碎片化空耗时长,成为顶盖焊接用气损耗的重要组成部分。
WGFACS节气装置深度适配ABB机器人车厢顶盖焊接的多变工况,搭建专属的按需供给供气体系,打破传统固定流量供气的运行短板。装置可实时采集焊接过程中的电流动态数据,精准捕捉不同焊接区域的热输入强度变化,根据实时施焊状态自主调节管路供气流量。整套运行逻辑贴合顶盖焊接工艺特性,严格遵循电流大则多、电流小则少的适配规律,让每一段焊缝的气体供给都贴合当下实际防护需求,从运行根源减少不合理的气体消耗。
顶盖厚板主体拼接、长焊缝熔透施焊过程中,设备识别到高位焊接电流后,自动上调管路供气流量。充足且稳定的气体气流可以完整包裹电弧与高温熔池,形成致密的防护气幕,有效隔绝空气杂质与熔融金属的接触。可以有效抑制焊缝气孔、氧化、夹渣等缺陷产生,让厚板焊缝熔深均匀、内部结构密实,保障顶盖拼接位置的结构密封性与承载强度,满足车身构件的质量标准。稳定的气体供给还能维持电弧燃烧平稳,减少飘弧、断弧等异常情况,提升长焊缝焊接的连续性。
顶盖边缘薄板、加强筋、边角精细补焊的低电流工况下,WGFACS节气装置会主动缩减气体输出体量,以柔和稳定的小幅气流覆盖浅层熔池。适配轻量化施焊需求的气流强度不会冲击熔融金属成型,焊道成型平整细腻,焊缝纹理均匀统一,大幅降低外观瑕疵的出现概率。精细化的供气调控方式,既保留了混合气精细焊接的工艺优势,又能杜绝过剩气体排放,显著提升保护气体的整体利用率。
针对顶盖焊接频繁点位切换带来的间歇空耗问题,装置搭载智能工况识别体系,可精准区分燃弧施焊与工序待机状态。机器人持续焊接的作业时段,系统动态匹配对应流量稳定供气,全程保障熔池防护不中断,维持焊接工艺的连续性。设备点位切换、姿态调整的无电弧时段,气路即刻切断气体输出,彻底阻断间歇空耗。设备再次起弧施焊时,气量响应速度与电弧启动节奏保持同步,不会出现起弧瞬间缺气氧化、焊缝发黑的问题,工艺稳定性不受工况切换影响。
装置的现场适配性完全贴合ABB机器人车身焊接产线的布局特点,整体结构紧凑简洁,采用管路串联方式直接接入现有气路管网。加装改造过程无需改动机器人原有焊接轨迹、工艺参数、程序逻辑,顶盖成熟的焊接工艺可以完整保留,不会对现有生产品质造成任何影响。设备不占用工位作业空间,不会干涉机械臂大范围变位、曲面贴合施焊的动作行程,新旧车身焊接产线均可快速完成加装调试,适配流水线量产节奏。
WGFACS节气装置在车厢顶盖焊接场景的落地应用,实现了焊接品质优化与耗材降耗的平衡。动态适配的按需供气模式,解决了传统供气与顶盖多变焊接工况适配性不足的核心问题,大幅降低车身焊接的无效用气损耗。稳定的熔池防护效果有助于稳定批量工件的品质一致性。智能化的节气调控方式,适配车身焊接精细化生产管理需求,帮助车间优化生产成本。
文章来源,
工业机器人维修官网:www.zr-abb.com


 首页 > 销售中心 > 节气装置 >
首页 > 销售中心 > 节气装置 >