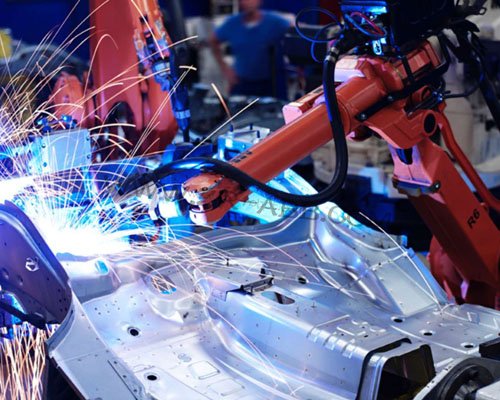
简介:ABB弧焊机器人在车顶盖焊接作业中,对焊接稳定性与焊缝质量的要求远高于普通结构件焊接。车顶盖作为车身曲面部件,板材薄焊缝路径复杂,焊接过程中熔池温度波动大,传统固定流量混合气供给方式难以适配工况变化……
ABB弧焊机器人在车顶盖焊接作业中,对焊接稳定性与焊缝质量的要求远高于普通结构件焊接。车顶盖作为车身曲面部件,板材薄、焊缝路径复杂,焊接过程中熔池温度波动大,传统固定流量混合气供给方式难以适配工况变化,易出现焊缝氧化、气孔、熔池扰动等问题,既影响车身外观与密封性能,也造成混合气资源浪费。
WGFACS节气装置针对车顶盖焊接场景设计,通过实时捕捉焊接电流变化,实现按需供给,严格遵循电流大则多,电流小则少的供给逻辑,让混合气流量与焊接需求精准匹配,为车顶盖焊接提供稳定保护,同时减少40%-60%的气体消耗。
车顶盖焊接对混合气的需求,始终与焊接电流的输出强度直接关联。焊接过程中,电流大小决定熔池体积与温度,大电流焊接时熔池更开阔、温度更高,需要更充足的混合气形成致密保护气幕,避免空气侵入熔池导致氧化缺陷;小电流阶段或起弧、收弧瞬间,熔池收缩变小,过量混合气不仅无实际作用,还会因气流扰动破坏熔池稳定性,引发焊缝塌陷或飞溅增多。WGFACS节气装置的核心优势,在于与ABB弧焊机器人的焊接控制系统实现深度数据联动,实时读取焊接电流参数,根据电流数值动态调整混合气流量输出,彻底摆脱固定流量的粗放供给模式。
装置与机器人控制系统的对接流程简洁高效,无需对机器人原有程序与硬件进行大规模改造。WGFACS节气装置可接入机器人控制柜,直接获取焊接电流、起弧、收弧等核心运行数据,数据传输延迟控制在毫秒级,确保流量调整与焊接状态完全同步。装置内置的流量调节模块,针对车顶盖焊接的曲面焊缝特性进行优化,能够根据电流变化的实时速率,精准调节阀门开度,避免流量调整滞后导致的局部保护不足或过量。操作人员可根据车顶盖板材厚度、焊接工艺要求,在装置操作界面预设电流-流量对应曲线,系统支持多组曲线的存储与调用,切换不同车型车顶盖焊接任务时,无需重复调试,直接调用对应参数即可满足作业需求。
在车顶盖焊接的不同阶段,WGFACS节气装置的流量调节逻辑各有侧重。起弧阶段,焊接电流快速上升,装置同步增大混合气流量,在焊枪前端快速形成稳定保护气幕,防止起弧瞬间熔池与高温焊缝接触空气,避免出现氧化斑点或气孔;焊接过程中,电流稳定在额定值,装置保持与电流匹配的流量输出,确保熔池始终处于稳定保护状态,尤其针对车顶盖曲面转弯处,电流会小幅波动,装置也能实时调整流量,避免因流量突变影响焊缝成型;收弧阶段,焊接电流逐渐下降,装置同步降低流量,避免大流量混合气在熔池冷却前形成气流扰动,导致收弧处出现弧坑或焊缝凹陷,同时保证熔池充分凝固,减少缺陷产生。
针对车顶盖焊接的多层多道焊作业,WGFACS节气装置的适配效果更为显著。多层多道焊中,每一道焊接的电流大小、熔池状态存在差异,打底焊电流较小,需控制流量避免气流扰动熔池,影响打底焊缝的密封性;填充焊与盖面焊电流逐步增大,需同步提升流量,确保焊缝成型饱满、无氧化。装置能够自动跟踪电流变化趋势,实时调整流量输出,完美适配不同焊道的焊接需求,保证车顶盖整体焊缝的质量一致性。
ABB弧焊机器人搭配WGFACS节气装置,实现了车顶盖焊接用气管理的精细化升级。传统固定流量供给方式下,混合气消耗较高,而装置通过按需供给的调节逻辑,可将混合气消耗降低40%-60%,对于日均焊接任务量大的企业而言,长期使用可显著降低气体采购成本。同时,稳定的混合气供给有效减少了焊缝氧化、气孔、熔池扰动等缺陷的发生率,提升了车顶盖焊接质量与车身整体装配精度,推动车顶盖焊接作业向高效、节能、高质量的方向发展。
随着汽车制造行业对车身焊接质量与生产成本的要求不断提升,精细化用气管理已成为行业发展的必然趋势。WGFACS节气装置针对ABB弧焊机器人车顶盖焊接场景的定制化设计,不仅解决了传统供气方式的痛点,还为企业提供了高效的运维解决方案。合理运用这套装置,既能帮助企业降低生产成本、也不影响焊接质量,也能推动汽车焊接行业的技术升级,为智能制造背景下的汽车生产提供更可靠的技术支撑。
文章来源,
工业机器人维修官网:www.zr-abb.com


 首页 > 销售中心 > 节气装置 >
首页 > 销售中心 > 节气装置 >